

- 2024-11-08 20:39 573
- 产品价格:面议
- 发货地址:上海嘉定 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:257799431公司编号:5347714
- 虞中成 经理 微信 13917840178
- 进入店铺 在线留言 QQ咨询 在线询价
广州初级自动化实训设备厂家 PLC可编程控制实训装置 维护简单
- 相关产品:
品牌:上海博才材质:钢木货号:bckj规格:按需定制是否跨境货源:否类型:实验室设备颜色:灰白色产地:上海适用范围:各大院校加工定制:是
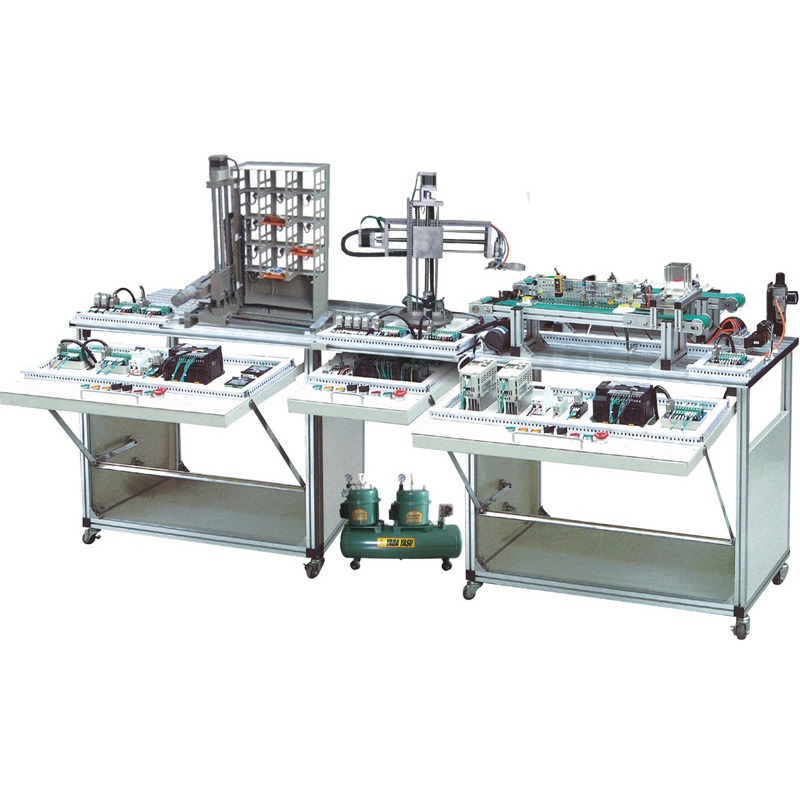
BCGYJX-1型 工业机械手实训装置一、工业机械手实训装置概述
工业机械手实训装置,由铝合金导轨式实训台、机械手装置、控制系统等组成。
该实训装置为坐标式机械手,可完成机械手旋转、手臂垂直上下、手臂水平移动,手爪旋转四个自由度的位置控制。同时配置晶体管式PLC可编程控制器,用于对整个机械手进行复杂地位置控制。该实训装置的控制部分均采用标准式模块设计,可分为电源模块、PLC模块、系统控制模块。包含了机电一体化中所涉及的诸如步进电机驱动、机械传动、气动、可编程控制器、传感器、等多项技术,给学生提供了一个综合实训环境,使学生学过的诸多单科知识在这里得到全面认识、综合训练和相互提升。该实训装置主要用于电气、电工电子、自动化控制、机电一体化岗位技能实训、考核,是各院校相关实训室建设中设备选择之一。
二、工业机械手实训装置技术参数
1、交流电源:三相五线 AC 380 V±10% 50Hz;
2、温度:-10~50℃;环境湿度:≤90%无水珠凝结;
3、外形尺寸:长×宽×高=1200mm×750mm×1400mm;
4、整机功耗:≤1.0 kVA;
5、安全保护措施:实训台桌面采用高绝缘、高强度、耐高温的高密度板。具有接地保护、漏电保护功能,安全性符合相关的国标标准。采用高绝缘的安全型插座及带绝缘护套的高强度安全型实验导线
三、机械手实训台功能特点
1)机械手的横轴和竖轴的机械传动采用高精密的滚珠丝杆,高精密的光杆导轨和直线轴承,配以地机械设计、精密的机械加工及装配,可使机械手臂非常平稳地进行垂直和水平移动和水平方向旋转及位置控制;
2)采用选进的步进电机作为横轴和竖轴的动力源,可实现0.45度的细分,即每转一圈需要800步,滚珠丝行程为4mm,则手臂每步位移精度为0.005mm,步进电机的正常单步角度为0.9,则手臂每步位移精度为0.01mm;
3)机械手臂和机械手爪水平方向旋转采用减速直流电机传动,配置光电传感器及码盘,可实现旋转方向的位置控制;
4)机械手爪采用高精度气动式手爪、配置电磁位置开关及两位三通电磁阀,可实现快速准确地抓取和放开动作;
5)采用晶体管式PLC可编程控制器作为控制主机,配置传感器,可实现PLC指令编程、光电传感器的技术应用;
6)PLC各I/O点和传感器、电机、各电器的连接线都被开放到控制模块的安全插座上,学生可根据PLC程序和各电器的技术要求进行现场接线操作实训,培训学生实际动手接线能力;
7)配套铝钢式机械手台架,竖轴及横轴采用经氧化处理的铝型材,而台架的侧面及底面采用1mm厚度经烤漆处理的钢板,台架与地面之间采用带自锁功能的万向轮,使整个台架不但坚固耐用而且移动方便
8)机械手竖轴和横轴的传动轴为滚珠丝杆, 导程为4mm ;机械手水平旋转角度:270度;
四、实训项目
1.传感器技术使用实训;
2.气动技术应用实训;
3.可编程控制器编程实训;
4.电气控制电路实训;
5.自动控制技术教学与实训;
6.机械系统安装和调试实训;
7.系统维护与故障检测实训。
设计:具**械手失控硬件保护电路,有效防止程序错误或控制失灵时,造成机械故障,机构损坏
多种配备:配备多种传感器, 提高设备工况的信号采集能力。使学生掌握更多类型传感器调试及运用
高速稳定:24次/分钟。连续工作,连续分拣次数34000次/日
一、光机电一体化高速分拣实训系统概述
为了尽快的适应各个领域的发展,能在少的课时内高质量的完成内容多、理论结合实际结合性强、技术涉及面广的机电一体化教学课程。符合各院校的教学实验需求。培养出大量的能熟练掌握及开发运用PLC、变频器、触摸屏、传感器检测、气动执行控制、机械设计装配调试等技术的技术工人、技术员、、输送到各条战线。
我公司经过精心设计推出:BCCL-02型光机电一体化高速分拣实训系统。以下简称:BCCL-02型高速分拣系统(或BCCL-02型)。它实现了生产线的传感检测、传输处理、智能控制、与执行驱动。它涉及到机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等机电一体化的基础知识和基本机电技能要求。
本系统在铝合金导轨式实训台上安装有送料、机械手搬运、材料分拣的三个基本工作机构单元,构成一个典型的自动生产线的机械平台。系统机构采用了气缸驱动、变频器调速驱动、直流电机驱动。系统的控制方式采用了PLC及触摸屏控制等技术。采用模块组合式的结构,各工作单元是相对立的模块,并采用了标准结构和抽屉式模块,具有较强的互换性。并具有一下优点:
光机电一体化高速分拣实训系统
BCCL-02型 光机电一体化高速分拣实训系统
二、光机电一体化高速分拣实训系统特点
A、高速分拣系统机械手机构具有硬件保护功能
我公司推出的BCCL-02型光机电一体化高速分拣实训系统机械手机构具有硬件保护电路。机械手的动作必须按照一定的逻辑程序进行。当学生程序错误或控制失灵时,就会造成机械故障,及损坏机械结构。为此,本系创设计了机械手机构硬件保护电路。它可以对机械手的位置信号及PLC的输出信号进行判断,符合逻辑功能的动作信号则机械手响应动作信号,反之则不动作,从而实现机械配合上的保护。有效的防止事故的发生。从而让学生可以放心编写程序,让老师的教学减少压力。同时增强了整个系统的可靠性。
B、配备有多种类传感器
我公司推出的光机电一体化高速分拣实训系统,配备了多种类型的工业常用传感器,提升了设备机构工作状况的信号数据采集能力,便于学生的编程与整个机构运行的可靠。能让学生更多的了解掌握各种传感器的原理及在实际工作中的运用,用不同的传感器实现相同或者不同的功能。同时,可以通过设备提供更多的技术考核内容(不同的传感器组合在一起就能给学生不同的考核题目),也能准确反映学生的知识的掌握程度。
C、追求的目标:高速与稳定
作为一个自动控制系统追求目标是高速与稳定。否则,将失去任何意义。
通过精心的设计,高精密的生产工艺及反复的改进提升。我公司推出的BCCL-02型光机电一体化高速分拣实训系统,可以实现每日34000次的送料、机械手搬运、分拣物料过程的不间断、无人值守自动工作。这是所有目前其他产品所无法匹敌的。
我们的稳定性指标要求认为:每分钟24次不等于每小时1440次,每小时1440次不等于每日34560次。
D、采用电源容错保护电路
BCCL-02型设计了电源容错保护电路,有效防止电源反接。即使学生操作时电源正负反接,也不会损坏电气元件。让学生能够更大胆的进行实际的操作练习,让老师教学更轻松,同时减少了教学事故发生率,同时减少设备的维护。
综上所述,本系统为学生提供了一个典型的、可进行综合训练的工程环境,为学生构建了一个可充分发挥学生潜能和创造力的实践平台。在此平台上可实现知识的实际应用、技能的综合训练和实践动手能力的客观考核。

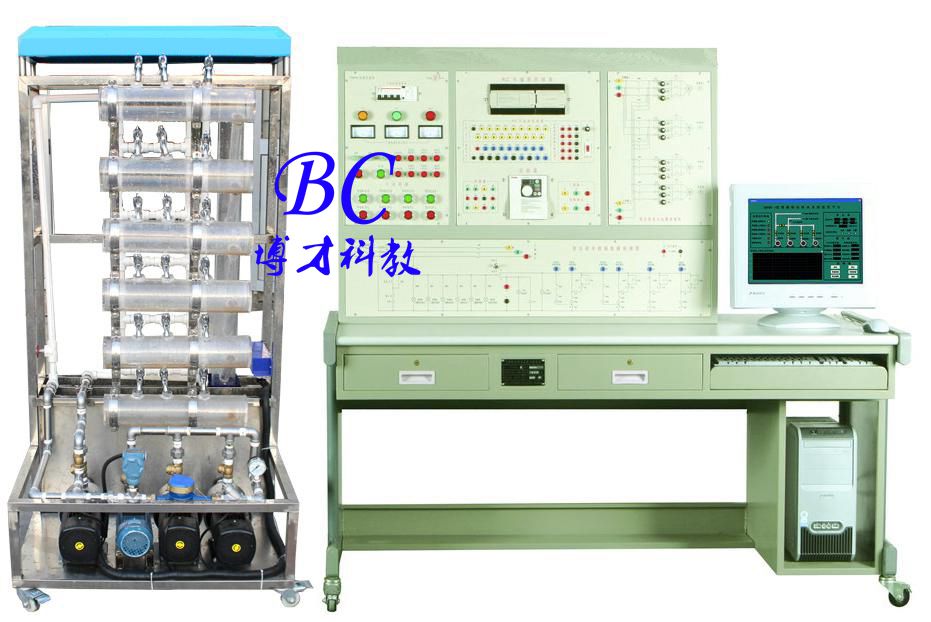
BCGJDXH-1 光机电一体化循环控制实训考核装置
一、光机电一体化循环控制实训考核装置概述
" 光机电气一体化控制实训系统”是依据机电一体化教学的要求而精心研制的。它在接近工业生产制造现场基础上又针对教学及实训目的进行了设计,强化了机电一体化的安装与调试能力。实训装置由型材导轨式实训台、典型机电一体化设备机械部件、PLC模块、变频器模块、按钮模块、电源模块、模拟生产设备实训模块(包含上料单元、皮带输送检测单元、气动机械手搬运单元、物料传送仓储单元、物料返回单元)、触摸屏、接线端子排和各种传感器等组成。采用开放式和拆装式结构,可根据现有的机械部件组装生产设备,使整个装置能够灵活的按实训教学或竞赛要求组装具有生产功能的光机电一体化设备。模块采用工业标准结构及抽屉式模块放置架,互换性强。
实训系统集运动控制、气动控制、变频调速、步进电机驱动、伺服电机驱动、传感器检测、可编程控制、时序逻辑控制于一体。通过基于该实训系统的使用、训练和培训,能充分锻炼操作者团队协作能力、计划组织能力、自动线安装与调试能力、工程实施能力等。同时适合学生进行课程设计、毕业设计。
二、光机电一体化循环控制实训考核装置实训项目
一:气动系统的安装与调试
1.气动方向控制回路的安装
2.气动速度控制回路的安装
3.气动顺序控制回路的安装
4.气动机械手的安装
5.气动系统气路的连接
6.磁性开关的位置调整
7.气动系统调试
二:变频器、步进电机及驱动器、伺服电机及驱动器的安装与调试
1.变频器与交流电机主电路的连接
2.变频器面板的参数设置与操作
3.变频器面板控制交流电机调速
4.通过变频器外部端子控制电机启停
5.步进电机及驱动器的选型
6.步进电机的控制回路连接
7.步进电机的调试
8.伺服电机及驱动器的选型
9.伺服电机的控制回路连接
10.伺服电机的调试
三:机电设备的安装与调试
1.上料单元的安装与调试
2.交流电机传动装置的安装与调试
3.工业编码器安装和同轴度的调整
4.物料检测传感器的安装与调试
5.气动机械手装置的安装与调试
6.步进电机传动装置的安装与调试
7.伺服电机传动装置的安装与调试
8.蜗轮蜗杆、齿条、齿轮的安装与调试
9.平面巷式仓库位的安装与调整
10.触摸屏的安装与调试
11.机电一体化设备控制回路安装调试
12.自动生产线整体控制回路安装调试
四:电气控制电路的安装与PLC编程
1.电动机正反转控制电路的连接与程序编写
2.电动机调速控制电路的连接与程序编写
3.电机闭环定位控制电路的连接与程序编写
4.皮带输送检测程序编写
5.气动顺序动作控制程序编写
6.气动机械手控制程序编写
7.步进电机控制电路连接及控制程序编写
8.伺服电机控制电路连接及控制程序编写
9.触摸屏电路的连接及控制画面编写
10.机电一体化设备控制程序编写
11.自动生产线控制程序编写
五.自动控制系统的安装与调试
1.多种传感器的安装与调试
2.皮带输送检测的自动控制
3.机械手的自动控制
4.物料返回单元的自动控制
5.机电一体化的自动控制
6.PLC控制系统的安装与调试
7.自动生产线的安装与调试
六:区分六种不同物料系统的设计
1. 自动生产线的安装与调试
2. 区分六种物料的程序编写
3. 调节三种传感器:识别并分拣(铁质、铝质、尼龙)、红色(铁质、铝质、尼龙)物料
三、光机电一体化循环控制实训考核装置技术性能
1.输入电源:三相四线(或三相五线)~380V±10% 50Hz
2.工作环境:温度-10℃~+40℃ 相对湿度≤85%(25℃)海拔<4000m
3.装置容量:<1.0kVA
4.外形尺寸:1200mm×800mm×1500mm
四、光机电一体化循环控制实训考核装置系统组成
光机电气一体化闭环控制实训系统主要由型材实训台、上料单元、皮带输送检测单元、气动机械手搬运单元、物料传送仓储单元、物料返回单元、PLC模块、变频器模块、按钮模块、电源模块、各种传感器、触摸屏、物料、I/O接口板和气管等组成组成,完成上料、检测、分拣、搬运、传输、分类、储存、再回到初始位置,是典型的光机电一体化闭环实训平台。详见下表:

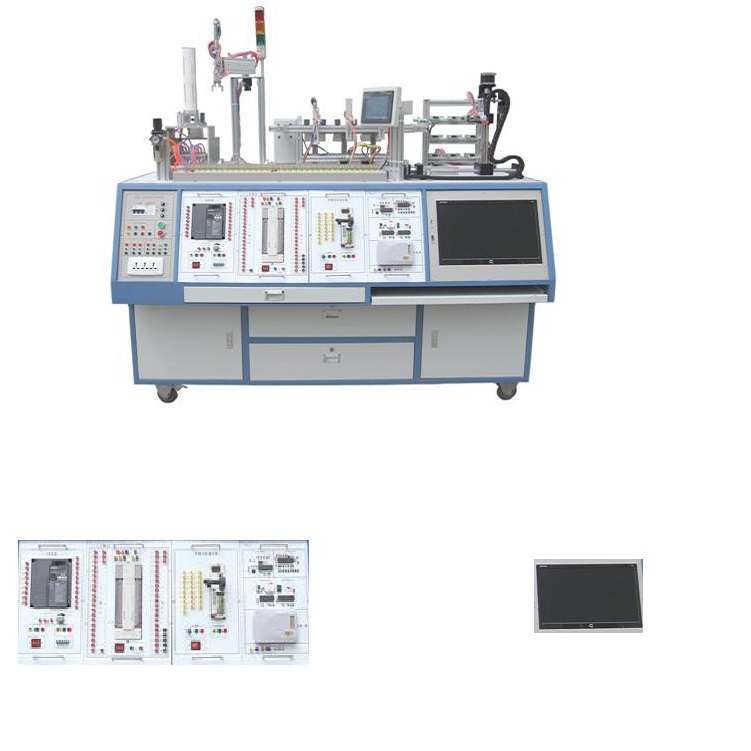
BCMPS-01 MPS机电一体化柔性生产线加工系统(五站)
一、MPS机电一体化柔性生产线加工系统描述
MPS机电一体化生产线加工系统是为提高学生动手能力和实践能力而设计生产的一套实用性实验设备。给学生提供了既能满足需要又符合实际工业情况的教学环境,使学生将所学的诸多单科知识得到全面认识、综合训练和相互提升。每个单元具有一套PLC控制,可“单机/联机”运行,具有较好的柔性。将几个单元模块分开培训可以容纳较多的学员同时学习,在基本单元模块培训完成以后,又可以将相邻的两站、三站⋯直至多站连接在一起,学习复杂系统的控制、编程、装配和调试技术。
二、系统构成
供料单元、检测单元、加工单元、机械手单元、分拣单元。
三、产品涉及课程
气动技术、传感器技术、PLC编程技术、位置检测技术、电子电气技术、机械组装技术、传感器技术、电气驱动技术、信号连接与转换技术、机械手技术、物流技术、网络通讯技术、机械加工自动化技术、计算机应用技术。
四、性能参数
1、输入电源:AC220V±10%(单相三线)
2、整机功率:<1kVA
3、外形尺寸:3750×750×1380mm
4、气源压力:0.4MPa
五、各单元介绍
1、供料单元
2、检测单元
3、加工单元
4、机械手单元
5、分拣单元
六、实训内容:
1、气动系统的安装与调试项目:
选用该装置配置的单出杆气缸、单出双杆气缸、旋转气缸等气动执行元件和单控电磁换向阀、双控电磁换向阀和磁性开关等气动控制元件,可完成下列气动技术的工作任务:
项目一 气动方向控制回路的安装;
项目二 气动速度控制回路的安装;
项目三 摆动控制回路的安装
项目四 气动顺序控制回路的安装;
项目五 气动机械手装置的安装;
项目六 气动系统安装与调试;
2、电气控制电路的安装和PLC程序编写项目:
选用该装置配置的PLC模块、变频器模块和指令开关、传感器等,可完成下列PLC应用技术工作任务:
项目七 电动机正反转控制电路的连接与控制程序编写;
项目八 电动机调速控制电路的连接与控制程序编写;
项目九 气动方向控制程序编写;
项目十 气动顺序动作控制程序编写;
项目十一 气动机械手控制程序编写;
项目十二 皮带输送机控制程序编写;
项目十三 机电一体化设备控制程序编写;
项目十四 自动生产线控制程序编写。
3、机电设备安装与调试项目
选用该装置配置的机电一体化设备部件、PLC模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:
项目十五 传动装置同轴度的调整;
项目十六 皮带输送机的安装与调整;
项目十七 搬运机械手设备安装与调试;
项目十八 物件分拣设备的安装与调试;
项目十九 送料设备的安装与调试;
项目二十 自动生产线设备安装与调试。
4、 自动控制系统安装与调试项目
选用该装置配置的机电一体化设备部件、PLC模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:
项目二十一 多种传感器的安装与调试;
项目二十二 机械手的自动控制;
项目二十三 皮带输送机的自动控制;
项目二十四 机电一体化设备的自动控制;
项目二十五 PLC控制系统的安装与调试;
项目二十六 自动生产线的安装与调试。
5.PLC工业通讯网络的安装及调试
系统选用三菱PLC主控制器,配合FX1N-485BD网络模块,基于本网络通信功能,可完成下列工业现场总线通信技术训练任务:
项目二十七N:N网络的硬件连接、调试
项目二十八N:N网络参数设置、调试
项目二十九基于多台PLC的复杂网络数据读写程序编写与调试









{kind=link}